
Article | August 9th, 2021
Transverse flux heating: A compact, flexible manufacturing technology for advanced high strength steel

The automotive industry is using innovative materials manufacturing technology to meet its omnipresent goals of reducing vehicle mass to improve fuel economy, enhancing occupant safety and crash survivability, and increasing vehicle longevity through better fatigue resistance and corrosion control.
AHSS benefits
The new generation of advanced high strength steel (AHSS) is characterized by a yield strength that is higher than traditional high strength steels and carbon steels. The high strength-to-weight ratio of AHSS enables the use of very thin gauges without compromising strength. Furthermore, AHSS has high formability, enabling the creation of complex geometries using fewer parts, resulting in less welding and other fastening technologies. These characteristics help the automotive industry to progress toward their goals. For example, a variant of AHSS, dual-phase steel, includes both ferrite and martensite phases, and is classified in the group of ultra high strength steel (UHSS). It is capable of withstanding large forces and absorbing a significant amount of energy, thereby improving the crashworthiness of automobiles. Automobile bodies are now selectively incorporating a mix of mild and advanced high strength steels (Figure 1).

AHSS is produced by heating mild steel above its critical, or eutectic, temperature generally between 800° C and 900° C. At these temperatures, annealing occurs, whereby the carbon in the steel diffuses from ferrite to austenite. This phase transition causes the steel to become less magnetic. Depending on the heating and cooling rate, the final microstructure of the steel can be precisely controlled, which results in different grades of AHSS that can be produced having different mechanical properties, such as strength, ductility and formability.
AHSS production
One key to the production of AHSS involves the rapid elevation of the steel to the high temperatures required to cause the austenitic phase change. More and more, due to its compactness, low thermal inertia and high reliability, induction heating appears to be a valuable alternative to the old radiant tubes technologies in these applications.
Induction heating is a process by which strips of metal are subjected to high power and high frequency alternating magnetic field. The magnetic field penetrates the metal and heat is generated in the metal strips by high frequency eddy currents. These high-power eddy currents can heat the metal strips in a very short time to the high temperatures required to produce AHSS. When heating with induction, one way to monitor the microstructure of the steel is to measure electrical parameters of the inductive heating coil like voltage, current and frequency. It is these measurements that provide the actual resistivity and magnetism of the steel.
The two leading induction heating technologies, axial (or longitudinal) flux induction heating (Afx) and transverse flux induction heating (Tfx), are complementary technologies that Inductotherm produces in order to best suit its customer’s requirements.
Afx has typically been used for rapidly elevating the temperature of strips of magnetic steels. It applies eddy currents with very low depth of penetration, which have opposite flow directions on the two faces of the metal strip. Afx naturally generates homogeneous heating of the metal strip, thereby creating uniform metallurgical properties in the metal strip across its width. One of the limitations of Afx is that it is most efficient for magnetic materials. As described above, when steel is heated above its eutectic temperature, it undergoes a phase change (to austenite), making it less magnetic. To compensate for this, it is necessary to increase the frequency to achieve the desired depth of penetration, reducing heating efficiency, increasing the manufacturing cost of Afx.
With Tfx heating the eddy currents flow in the same direction on the two faces of the metal strip. This technology has long had limitations because it has been difficult to control the homogeneity of the heating in the strip, resulting in uneven metallurgy and mechanical properties across the width of the strip. Tfx is advantageous, however, because it is highly efficient for heating of non-magnetic thin materials and is therefore ideally suited for AHSS strips with low magnetic properties.
Inductotherm solution
Inductotherm’s patented Tfx inductor technology, available in our Uniseal for Annealing Furnaces, solves all of the problems of non-homogeneous heating associated with Tfx. This technology has been coupled with Inductotherm’s high power density inverters and fully automatic closed loop fast response temperature and position sensors. This enables the Inductotherm Tfx Inductor technology in our annealing furnaces to supply a uniform temperature profile at the exit of the system, whether the input temperature profile in the transverse direction is uniform or not. The Inductotherm Tfx technology is therefore capable of uniformly heating a strip and adjusting the transversal heating density to correct for temperature non-uniformities (symmetrical or not) or to apply specific transversal temperature profiles.
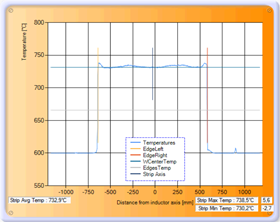
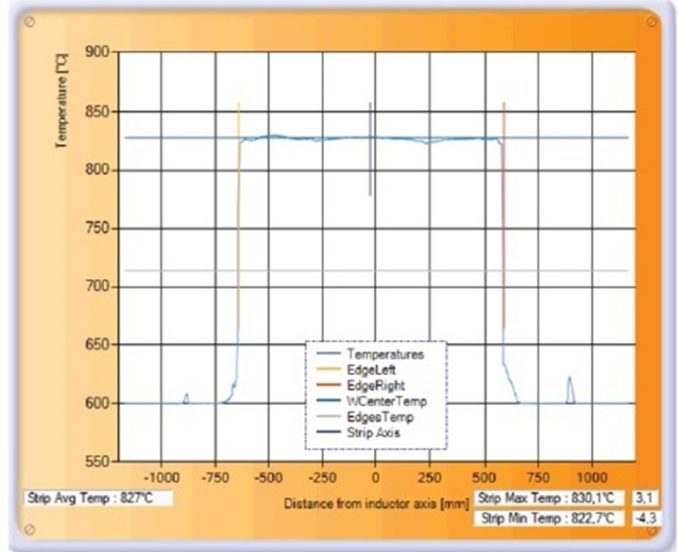
Inductor Inlet:
Uniform Temperature
Inductor Outlet:
Uniform Temperature
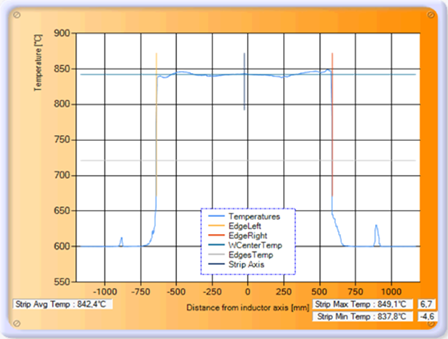
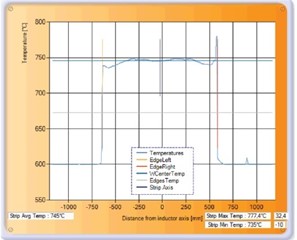
Inductor Inlet:
Non-Uniform Temperature but symmetrical
(both edges overheated)
Inductor Outlet:
Uniform Temperature
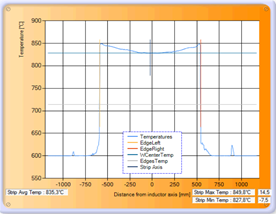
Inductor Inlet:
Non-Uniform Temperature and not symmetrical
(left edge underheated & right edge overheated)
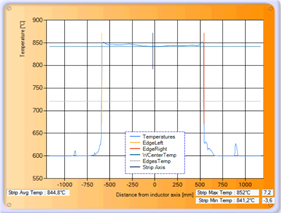
Inductor Outlet:
Uniform Temperature
Graphs 1-6. Uniform exit temperature, with uniform or non-uniform input temperature. Source: Inductotherm
Such Temperature transversal profile corrections are not possible with Afx, demonstrating the high degree of flexibility of the Inductotherm Tfx technology.
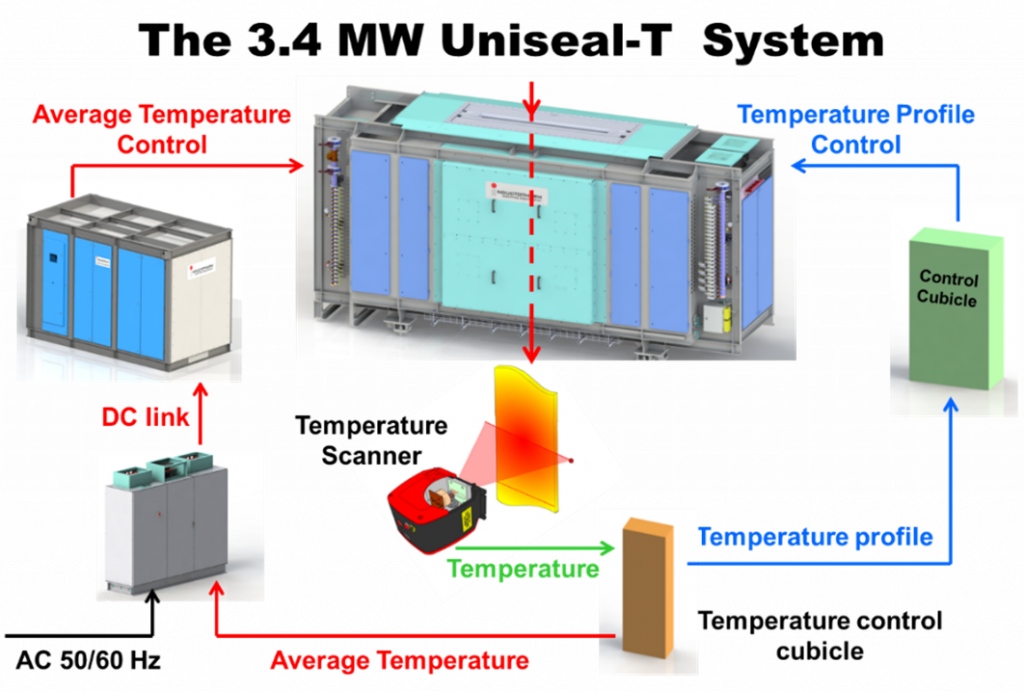
A schematic diagram of an Inductotherm 3.4 MW Uniseal-T System is shown in Figure 2. This system provides Tfx heating to a metal strip where the temperature profile in the transverse direction is continuously monitored. The average and transversal temperature profile is used in a feedback loop to precisely control the inductor elements to obtain the requested exit temperature transversal profile of the metal strip.
About Inductotherm Group
The Inductotherm Group is the world’s leading manufacturer of induction equipment for thermal processing and is the world’s best-known name in induction melting and thermal processing. They have built more than 56,000 melting, heating and welding systems for metal and metal casting producers around the globe. The company specializes in advanced technologies, products and systems used for melting, heating, treating, forging, and transforming metals and specialty materials. The Inductotherm Group is headquartered in the U.S. (New Jersey) and organized into 40 full-service companies providing 50 individual product lines that are organized into 10 global brands.
About Inductotherm Coating Equipment
Inductotherm Coating Equipment, SA, headquartered in Herstal, Belgium, is a worldwide leader in induction technology and is one of the 40 companies that comprise the Inductotherm Group. Previously known as ACEC or Elphiac, Inductotherm Coating Equipment has been manufacturing induction heating and melting equipment for more than 80 years. The company designs and manufactures a broad line of advanced technology equipment, including coating and pre-melting pots for hot dip galvanizing lines and strip heaters for drying, curing, galvannealing, reflowing, decarburizing, overaging, and more generally all heat treatment applications for the steel industry.